- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Ang proseso ng produksyon ng rotational molding kayak
2023-01-06
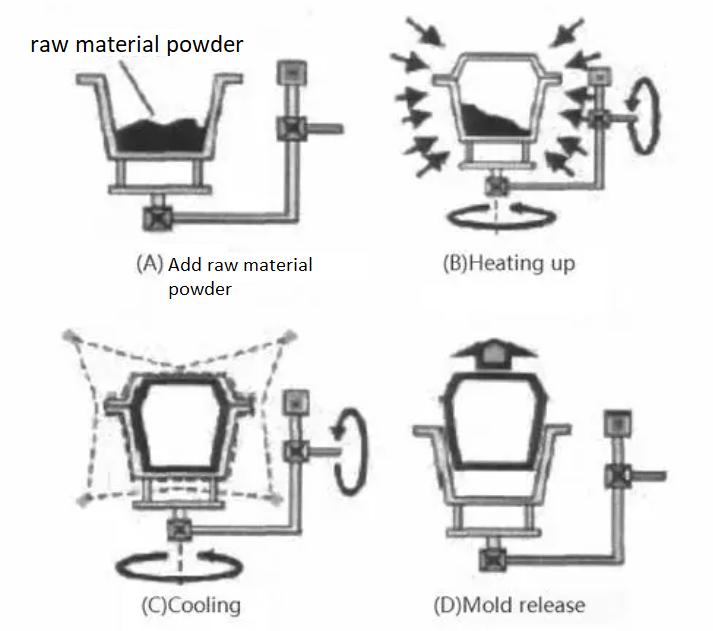
Ang pangunahing proseso ng rotational molding ay napaka-simple, iyon ay, pulbos o likidong polimer ay inilalagay sa amag, pinainit, at pinaikot sa paligid ng dalawang patayong axes (pag-ikot at rebolusyon).
Naglo-load: Dapat na isagawa ang mahigpit na pagsukat bago magdagdag ng mga materyales. Kapag ang mga additives ay kailangang idagdag, ang mga kaugnay na bahagi ay kailangang pre-mixed. Tumpak na timbangin ang pulbos na bigat ng dagta na kinakailangan para sa huling bahagi, idagdag ito sa ilalim ng hiwalay na amag, at pagkatapos ay ikabit ang dalawang kalahating amag at i-install ang mga ito sa bearing shaft;
Pagsara ng amag: Bago isara ang amag, bigyang-pansin ang pag-alis ng natitirang materyal sa lugar ng pagsasara ng amag, at tiyaking mahigpit na selyado ang dalawang pinaghihiwalay na ibabaw upang maiwasan ang pagtagas ng materyal sa panahon ng pagproseso;
Pag-init: Ilagay ang amag na puno ng mga materyales sa heating furnace (o gumamit ng iba pang mga pinagmumulan ng init tulad ng mga apoy ng gas upang magpainit), ang temperatura ng heating furnace ay nakatakda sa itaas ng melting point ng resin, at ang pangunahing at auxiliary na dalawang axes ay patayo sa bawat isa ay pinaikot kasama ang frame sa parehong oras. . Sa panahon ng proseso ng pag-ikot, ang amag ay pinainit sa isang ibinigay na temperatura at pagkatapos ay pinananatiling mainit. Ang materyal ay unti-unting natutunaw sa ilalim ng pag-ikot at pag-init, lumulubog sa buong panloob na dingding ng lukab ng amag, at unti-unting inaalis ang gas na nakulong sa materyal hanggang sa mabuo ang isang mahusay na nabuong produkto.
Paglamig at paghubog: Kapag ang resin ay ganap na natunaw, ang amag ay inilipat sa cooling room, at pinalamig, kung saan ito ay patuloy na umiikot habang pinapalamig sa pamamagitan ng sapilitang bentilasyon o pag-spray ng tubig.
Pagde-demolding at paglilinis ng amag: dapat iwasan ng una ang pinsala sa produkto sa panahon ng pagde-demolding, habang ang huli ay dapat linisin ang natitirang mga materyales at iba't ibang bagay sa amag upang maghanda para sa susunod na ikot ng paghuhulma.

Naglo-load: Dapat na isagawa ang mahigpit na pagsukat bago magdagdag ng mga materyales. Kapag ang mga additives ay kailangang idagdag, ang mga kaugnay na bahagi ay kailangang pre-mixed. Tumpak na timbangin ang pulbos na bigat ng dagta na kinakailangan para sa huling bahagi, idagdag ito sa ilalim ng hiwalay na amag, at pagkatapos ay ikabit ang dalawang kalahating amag at i-install ang mga ito sa bearing shaft;
Pagsara ng amag: Bago isara ang amag, bigyang-pansin ang pag-alis ng natitirang materyal sa lugar ng pagsasara ng amag, at tiyaking mahigpit na selyado ang dalawang pinaghihiwalay na ibabaw upang maiwasan ang pagtagas ng materyal sa panahon ng pagproseso;
Pag-init: Ilagay ang amag na puno ng mga materyales sa heating furnace (o gumamit ng iba pang mga pinagmumulan ng init tulad ng mga apoy ng gas upang magpainit), ang temperatura ng heating furnace ay nakatakda sa itaas ng melting point ng resin, at ang pangunahing at auxiliary na dalawang axes ay patayo sa bawat isa ay pinaikot kasama ang frame sa parehong oras. . Sa panahon ng proseso ng pag-ikot, ang amag ay pinainit sa isang ibinigay na temperatura at pagkatapos ay pinananatiling mainit. Ang materyal ay unti-unting natutunaw sa ilalim ng pag-ikot at pag-init, lumulubog sa buong panloob na dingding ng lukab ng amag, at unti-unting inaalis ang gas na nakulong sa materyal hanggang sa mabuo ang isang mahusay na nabuong produkto.
Paglamig at paghubog: Kapag ang resin ay ganap na natunaw, ang amag ay inilipat sa cooling room, at pinalamig, kung saan ito ay patuloy na umiikot habang pinapalamig sa pamamagitan ng sapilitang bentilasyon o pag-spray ng tubig.
Pagde-demolding at paglilinis ng amag: dapat iwasan ng una ang pinsala sa produkto sa panahon ng pagde-demolding, habang ang huli ay dapat linisin ang natitirang mga materyales at iba't ibang bagay sa amag upang maghanda para sa susunod na ikot ng paghuhulma.
Ang proseso ng rotational molding ay may markang mga pakinabang sa iba pang mga uri ng proseso. Kung ihahambing sa blow molding at injection molding, ang rotomolding ay mas madali at cost-effective na gumawa ng mga bahagi na may iba't ibang laki. Ang kanyang amag ay medyo mura rin dahil wala itong inner core na gagawin. At kung wala ang panloob na core, ang isa pang modelo ay maaaring gawin sa kaunting pagbabago lamang.
Nakaraang:Paano mag-kayak nang ligtas?